











- Description
- Inquiry
Description
Product Description:
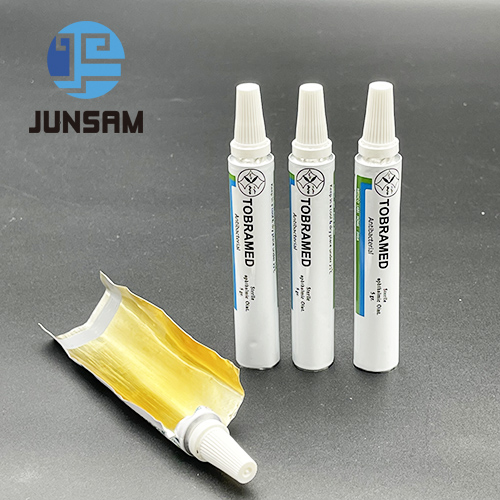
The aluminum eye ointment tubes refer to the soft metal collapsible tube made of pure aluminum slug or flakes.
Various factors determine the quality of the aluminum tube packaging. The purity of aluminum, the performance of the production process, skillful workers, and the quality control ability of the manufacturers play significant roles. Junsam Packaging has been supplying aluminum tubes at a purity of 99.7% aluminum. Our machines excel in extrusion, application of inner lacquer, bottom latex, and printing of aluminum collapsible tubes, demonstrating exceptional efficiency and precision in their manufacturing process.
Here is the basic information about the aluminum eye ointment tubes
| The raw material of aluminum tube: | aluminum slug or flake at a purity of 99.7% |
| Diameter: | 13.5mm, 16mm, 19mm, 22mm, 25mm, 28mm, 30mm, 32mm, 35mm, 38mm, 40mm |
| Orifice: | The membrane is sealed, and opened, with sanitary thread |
| Thread: | M7, M9, M11, M12, M15, M16 |
| Nozzle: | Membrane-sealed, open end, extended nozzle, elongated nozzle, nasal tips, ophthalmic tips |
| Shoulder finish: | Plain, coated, polished, pattern |
| Inner lacquer: | Epoxy phenolic resin |
| Printing | Max. 6 colors, offset printing |
| Cap: | Made of Polypropylene, in shape cylinder, cone, octangle, etc.. |
How can an aluminum flake or slug be made into functional aluminum eye ointment tubes for pharmaceuticals?
Step 1: Lubricant coating of the aluminum eye ointment tubes
To make the next step of extrusion practical, Zinc stearate powder must be applied evenly on the surface of the aluminum flake/slug.
Step 2: Slug extrusion, tube trimming & annealing
All aluminum eye ointment tubes take forms and shapes once the slugs are extruded into the tube, and get through with trimming and annealing. Let’s elaborate on this: every single piece of aluminum slug will be extruded into a tube shape. After that, the tube goes through the trimming process from which the nozzle is threaded, shaved, and trimmed. The newly extruded tubes are too stiff to be collapsible, so they have to go through the oven equipment for annealing.

Step 3: Inner lacquer of the aluminum eye ointment tubes
The lacquer is not necessary for the tubes of glue, adhesive, or grease. But it plays a critical role, especially for the tube of glue color. Because it protects the dyeing cream from the reaction with the aluminum.
Step 4: Exterior coating
Polyester resin in white color is usually coated on the exterior base of the tube. The base coating makes a glossy background for the direct printing of custom designs on it.
Step 5: Capping
Generally, all tubes must be delivered with caps. Most of the caps can be screwed by the automatic capping machines in our factory. But some caps must be screwed manually. Such as the octagonal caps.
Step 6: Latex lining
Latex lining is not mandatory. However, it is recommended for those products sensitive to air and moisture.
There it is time to fill and seal the tubes.









